
پلی اتیلن (PE) یک «ترموپلاستیک» است، یعنی می توان آن را ذوب کرده و با حرارت تغییر شکل داد. وقتی پلی اتیلن را جوش می دهید، در واقع جوش فیوژن (fusion weld) را انجام می دهید، یعنی میله ی جوش و مواد پایه را با هم ذوب می کنید. جوشکاری پلی اتیلن نسبتا آسان است. پلی اتیلن در برابر ضربه مقاوم است، دارای مقاومت سایشی استثنایی، استحکام کششی بالا و قابل ماشین کاری است و آب را کم جذب می کند. برای اجرای جوشکاری پلی اتیلن از روش های مختلفی استفاده می شود که در زیر توضیح خواهیم داد.
روش های اجرای جوشکاری پلی اتیلن

روش های جوشکاری برای اتصال پلاستیک ها از جمله پلی اتیلن متعدد است، مجموعه ای از آنها در زیر ذکر شده است.
1. جوشکاری الکتروفیوژن
جوشکاری الکتروفیوژن یک روش ساده برای اتصال لوله های پلی اتیلنی در شرایطی است که امکان جوش لب به لب (بات فیوژن) وجود ندارد، مانند مواردی که باید دریچه ها، آرنج ها و سه راهی ها اضافه شود. در این روش از اتصالات الکتروفیوژن استفاده می شود که دارای یک سیم پیچ گرمایش الکتریکی است که پلاستیک اتصالات و لوله را ذوب می کند و باعث می شود که آنها با هم ترکیب شوند.
اگر می خواهید الکتروفیوژن کارآیی و اثربخشی مطلوبی داشته باشد، باید مراحل آماده سازی سطوح اتصال را به درستی انجام دهید و از تماس درست سطوح جوش در روند جوش و سرمایش اطمینان حاصل کنید. قبل از شروع جوشکاری لوله، سطح آن باید خراش داده شود تا لایه اکسیداسیون روی سطح برداشته شود. در روند جوشکاری باید از گیره های لوله یا روش های تایید شده ی دیگری برای مهار، تراز کردن و آرایش مجدد لوله ها استفاده شود.
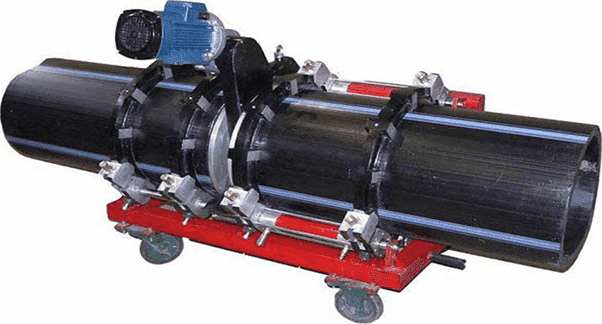
2. جوش لب به لب (بات فیوژن)
جوش لب به لب (بات فیوژن) شامل حرارت دادنِ همزمان انتهای دو قطعه لوله/اتصالات است که باید به هم متصل شوند، تا زمانی که حالت مذاب در هر سطح تماس حاصل شود. سپس دو سطح تحت فشارِ کنترل شده کنار هم قرار می گیرند و برای مدتی خنک می شوند تا یک اتصال فیوژن همگن تشکیل شود. اتصال حاصل کاملا در برابر بارهای پایانی مقاوم است و در صورتی که به لوله فشار وارد شود، عملکرد خوبی دارد.
بیشتر بخوانید: جدول وزن و ضخامت لوله پلی اتیلن
از یک صفحه هیتر برقی برای افزایش دمای دو سر لوله تا دمای فیوژنِ مورد نیاز استفاده می شود.
دستگاه های جوشکاری لب به لب که برای جوشکاری لوله های پلی اتیلن استفاده می شوند دارای کنترل هایی هستند تا از رعایت دقیق پارامترهای جوش اطمینان حاصل شود. پارامترهای زیر کنترل می شوند:
- دمای صفحه ی هیتر
- بیضی بودن و هم ترازی
- فشار رابط
- عرض مهره
- زمان هم دماسازی حرارتی
- زمان انتقال (changeover time)
کنترل این موارد برای اطمینان از وقوع خرابی زودرس جوش ضروری است. شرایط میدانی که تحت آن لوله پلی اتیلن جوش داده می شود تاثیر قابل توجهی بر استحکام اتصال دارد. برای دستیابی به جوش قابل قبول، سه عنصر ضروری است:
- تمیزی: زیرا آلودگی مفاصل را خراب می کند.
- تکنیک: اکثر دارندگان سیستم های لوله پلی اتیلن به افرادی برای جوش لوله های پلی اتیلن نیاز دارند که یک دوره آموزشی شناخته شده را گذرانده باشند.
- تجهیزاتی که به درستی طراحی شده اند با نگهداری مناسب: دمای صحیح جوشکاری، روش های جوشکاری و ابزار باید در شرایط مناسبی نگهداری شوند.
3. اسمبلی مکانیکی
اسمبلی مکانیکی مستلزم استفاده از اتصالاتی است که عموما بر اساس اصل فشرده سازی کار می کند تا مواد مختلف را به هم متصل کند. معمولا برای اتصالات پلی اتیلن به لوله یا اتصال مواد مختلف، یا در شرایطی که امکان فیوژن (جوش) وجود ندارد، این روش بیشتر برای جوشکاری پلی اتیلن استفاده می شود.
اتصالات مکانیکی به طور کلی شامل یک سخت کننده است که در داخل لوله یا اتصالات قرار می گیرد تا از پایداری هنگام فشرده سازی اتصالات اطمینان حاصل شود. این سخت کننده ها همچنین به گونه ای طراحی شده اند که در صورت لزوم بار نهایی را تحمل کنند. اتصالات همچنین شامل واشرهایی هستند که فشرده می شوند تا در فشار نامی اتصالات مهر و موم را تحت تاثیر قرار دهند.
اتصالات مورد استفاده در گاز و آب می تواند متفاوت باشد و استفاده از اتصالات مناسب با توجه به کاربرد ضروری است. در صورت وجود هرگونه تردید، باید با سازنده ی اتصالات تماس بگیرید. همچنین، توصیه های سازنده در مورد نصب اتصالات، از جمله هرگونه محدودیت در گشتاور اعمال شده در سفت شدن اتصالات، باید همیشه رعایت شود.
آموزش اجرای جوش لوله پلی اتیلن
از مهمترین نکاتی که زمان اجرای جوشکاری پلی اتیلن باید به آن توجه ویژه ای داشته باشیم این است که جوش باید به صورت کم به زیاد انجام شود، نه بالعکس. به این معنی که در ابتدا باید میله جوش پلی اتیلن که چگالی پایینتری در مقایسه با ورق پلی اتیلن دارد، جوش داده شود، اما عکس این کار امکانپذیر نیست. علت این امر، سخت تر بودن تجزیه قطعات جوشکاری در چگالی بالاتر است، به همین دلیل توجه داشته باشید که قطعات را با سرعت یکسان تجزیه کنید تا به خوبی متصل شوند. پلی اتیلن به غیر از اطمینان از سازگاری تراکم، پلاستیکی است که بسیار آسان جوش داده می شود. برای جوشکاری LDPE شما باید دما را در حدود 518 درجه فارنهایت (270 درجه سانتیگراد)، تنظیم کننده را تقریبا در 5-1/4 تا 5-1/2 و رئوستات را در 5 تنظیم کنید. لوله پلی اتیلن به صورت زیر جوش داده می شود:
مرحله 1. سطوح را تراز کنید
قبل از هر کاری پلاستیک را با آب و صابون تمیز کرده و بگذارید خشک شود. سپس از پاک کننده ی پلاستیکی Super Prep برای از بین بردن هرگونه آلودگیِ دیگر استفاده کنید. هنگام جوشکاری پلی اتیلن، از نوار آلومینیومی یا نوار چسب برای نگه داشتن قطعات به طور موقت استفاده کنید. چسب را در قسمت جلویی بچسبانید و اولین جوش خود را در قسمت پشت انجام دهید.
مرحله 2. شیار V (V-Groove) را ذوب کنید
با استفاده از نوک دستگاه جوش داغ خود، یک شیار V را در امتداد شکاف تا نصف طول پلاستیک ذوب کنید. می توانید این کار را با زاویه دادن به دستگاه جوش و ذوب کردن آن با نوک انجام دهید.
مرحله 3. میله جوش را ذوب کنید
با استفاده از میله جوش پلی اتیلن، میله را به کمک نوک دستگاه جوش داغ در شیار V ذوب کنید. شیار V را با میله پلاستیکی ذوب شده تقریبا یک اینچ در یک زمان پر کنید. قبل از خنک شدن میله ی ذوب شده، میله را از نوکِ دستگاه جوش بردارید و به منطقه ی مورد نظر بازگردید و میله و مواد پایه را کاملا با هم ذوب کنید. کار با میله و پایه را با هم ادامه دهید تا زمانی که میله رنگ مواد اطراف را به خود بگیرد. جوشکاریِ یک اینچ از ترک را هربار تا پایان کار ادامه دهید. پس از خنک شدن جوش، نوار را از طرف دیگر جدا کرده و این کار را تکرار کنید.
مرحله 4. مشِ تقویت کننده را ذوب کنید
این یک مرحله ی اختیاری در صورت پارگی لبه ی پلاستیک است. برای تقویت ناحیه ی تنش درست در لبه، یک قطعه کوچک مش سیمی تقویت کننده از جنس فولاد ضد زنگ 2045W را ببرید و مستقیما آن را در پلاستیک پشت ذوب کنید. مش مانند میلگرد در بتن عمل می کند تا بار را به داخل مواد پایه پخش کند. با این روش تقویت شده، تعمیر در واقع می تواند قویتر از مواد اولیه باشد! به یاد داشته باشید، مش تقویت کننده یک جز اختیاری است و به طور استاندارد با ATV Fender Welder عرضه نمی شود. اگر می خواهید تعمیر خود را به این شکل تقویت کنید، باید مقداری سفارش دهید.
نکته: پس از انجام جوشکاری پلی اتیلن، ممکن است بخواهید قطعه را سنباده بزنید تا ظاهر آن بهتر جلوه کند. بعد از این که پلاستیک را سنباده زدید، ممکن است «تار» و مبهم به نظر برسد. از یک تفنگ حرارتی برای ذوب کردن لکه روی سطح استفاده کنید. این باعث می شود WAY بهتر به نظر برسد. مراقب باشید گرما بیش از حد نفوذ نکند وگرنه ممکن است پلاستیک را تار کند.
اقدامات لازم برای آماده سازی برای اجرای جوشکاری پلی اتیلن
آماده سازی سطح
مانند تمام انواع جوشکاری، تمیز کردن اجزای پلاستیکی قبل از اجرای جوشکاری پلی اتیلن در دستیابی به جوش های قوی و ساختاری مهم است. اجزای پلاستیکی که ضعیف آماده شده اند منجر به خرابی جوش می شوند.
در آماده سازیِ سطح پلاستیک و پلی اتیلن، باید اطمینان حاصل کنید که تمام خاک ها پاک شده اند. هرگونه رنگ، روغن، گریس و حتی تجزیه اشعه ماورا بنفش باید قبل از جوشکاری پلی اتیلن برداشته شود. با قطعات بزرگ مثل میله های سپر، شستشوی قسمت مورد نظر معمولا شروع خوبی است. این امر باعث می شود که ما خاک های جوی را حذف کنیم، مثل گل و لای، فیلم های ترافیکی و غیره. از اسفنج نرم با آب گرم استفاده کنید – از شوینده های صنعتی استفاده نکنید زیرا این شوینده ها می توانند پوشش های فیلم را ایجاد کنند که ممکن است بر نتایج جوش نیز تاثیر بگذارد.
سطوح رنگ آمیزی شده نیز باید تمیز شوند. رنگ ها و سایر خاک های باقی مانده باید به راحتی با استفاده از یک چرخ ساینده استاندارد (دیسک سنباده زنی) برداشته شوند و می توانید با استفاده از هرگونه مته هوایی با سرعت بالا یا مته برقی این کار را انجام دهید. یک دیسک سنباده زنی این روند را سریع انجام می دهد، اما هشدار می دهیم که پلاستیک ها به راحتی به مواد ساینده آسیب می رسانند، بنابراین مراقب باشید در نهایت به قسمت های دیگر آسیب نرسانید. این فرآیند می تواند کمی گرد و غبار ایجاد کند، بنابراین توصیه می کنیم هنگام انجام این کار از ماسک صورت استفاده کنید. سایر روش های آماده سازی پلاستیک و پلی اتیلن عبارتند از اسکرابر رنگ، تیغه تیز، برس تمیز و غیره. وقتی قطعه به درستی تمیز و آماده شد، برای مرحله ی «اتصال لوله» آماده می شویم.
پرسش و پاسخ
این نوشته برای چه کسانی مفید است؟
این نوشته برای افرادی مناسب است که درباره جوشکاری پلی اتیلن تحقیق میکنند و میخواهند پیش از خرید یا اجرای پروژه، نکات اصلی مقالات لوله پلی اتیلن را دقیقتر بررسی کنند.
برای استعلام قیمت یا مشاوره چه اطلاعاتی آماده کنم؟
بهتر است نام محصول، سایز، فشار کاری یا رده، برند مدنظر، تعداد تقریبی و شهر محل پروژه را آماده کنید تا تیم فروش سداب پاسخ دقیقتری بدهد.
اگر بعد از مطالعه هنوز سوال داشتم چه کار کنم؟
میتوانید پرسش خود را در بخش دیدگاههای همین نوشته ثبت کنید یا برای بررسی سریعتر موجودی و قیمت روز با تیم فروش سداب تماس بگیرید.


گفتگو
دیدگاهها و پرسشهای شما
اگر درباره نکات همین نوشته یا انتخاب محصول سوالی دارید، دیدگاه خود را بنویسید تا پاسخ آن برای دیگر کاربران هم قابل استفاده باشد.